基于PLC的精煉爐自動控制系統研究
隨著工業自動化技術的飛速發展,以可編程邏輯控制器(PLC)為核心的自動控制系統在冶金行業,特別是在精煉爐的精確控制中,扮演著越來越關鍵的角色。精煉爐作為鋼鐵生產過程中的核心設備,其控制系統的自動化水平直接關系到產品質量、能源消耗和生產安全。本文將探討基于PLC的精煉爐自動控制系統的設計原理、關鍵功能以及其在提升整體生產效能方面的重要意義。
精煉爐自動控制系統的核心任務是實現對爐溫、壓力、加料、攪拌、吹氧等關鍵工藝參數的精確、穩定與協調控制。傳統的繼電器控制或簡單的儀表控制已難以滿足現代冶金工藝對高效率、高精度和強可靠性的要求。PLC以其強大的邏輯控制能力、靈活的編程方式、良好的抗干擾性和模塊化結構,成為構建此類復雜過程控制系統的理想選擇。
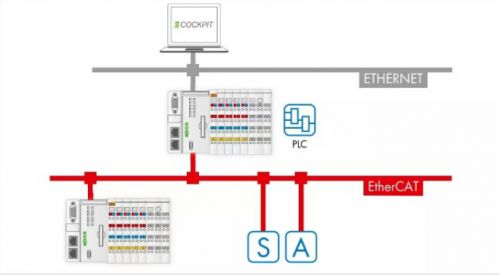
系統設計通常采用分布式控制架構。在控制層,一臺或多臺高性能PLC作為主控制器,通過工業以太網或現場總線(如PROFIBUS、Modbus等)與現場的各種智能儀表、傳感器和執行機構(如溫度傳感器、壓力變送器、電動閥門、變頻器等)相連。PLC負責實時采集爐內溫度、壓力、成分分析等數據,并根據預設的工藝模型和專家規則庫,快速進行邏輯判斷與運算,輸出控制指令,驅動執行機構動作,從而形成一個完整的閉環控制系統。
關鍵功能實現方面,系統主要包括:
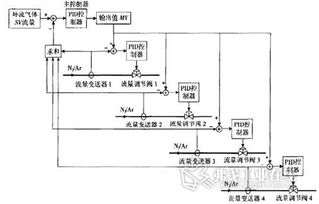
- 溫度與壓力精確控制:PLC根據熱電偶和壓力傳感器的反饋,通過PID算法或其他先進控制算法,動態調節燃料和助燃風的供給,確保爐內熱工制度的穩定。
- 自動加料與合金化控制:系統根據鋼水成分的在線檢測結果,自動計算所需添加的合金種類和數量,并控制相應的加料設備精確投料,實現合金成分的微調,提高產品質量一致性。
- 底吹與頂吹工藝自動化:PLC精確控制底吹惰性氣體的流量和壓力,以及頂吹氧槍的位置與氧氣流量,優化冶金反應動力學條件,提高脫碳、脫磷等精煉效果。
- 安全聯鎖與報警管理:系統集成完善的安全邏輯,如冷卻水壓力低、超溫超壓、設備故障等,一旦檢測到異常,立即啟動聯鎖保護,并觸發聲光報警,記錄事件日志,保障設備和人員安全。
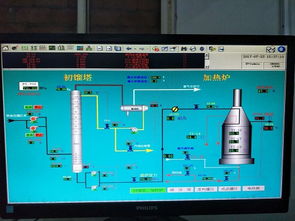
- 數據采集與監控(SCADA):PLC將實時數據和設備狀態上傳至上位機監控系統(通常基于工業組態軟件如WinCC、Intouch等開發),操作人員可在中央控制室通過人機界面(HMI)直觀監控整個精煉過程,進行參數設定、模式切換和報表生成。
從自動化與驅動的網絡視角看,此系統是工業互聯網在具體場景的落地。PLC作為“驅動”層的大腦,精準指揮著底層傳動設備;而通過自動化網絡(如“自動化與驅動網”所關注的領域),系統實現了控制信息與生產管理信息的高效流通。這不僅提升了單臺設備的自動化水平,更為企業實現生產執行系統(MES)乃至企業資源計劃(ERP)系統的集成,構建數字化、智能化的“黑燈工廠”奠定了堅實基礎。
基于PLC的精煉爐自動控制系統,通過集成先進的控制策略、可靠的硬件平臺和高效的網絡通信,顯著提高了精煉過程的控制精度、生產效率和安全性,降低了工人的勞動強度和人為誤操作風險,是推動冶金行業向自動化、智能化轉型升級的關鍵技術之一。隨著人工智能、大數據分析與PLC控制的進一步融合,精煉爐的自動控制系統將朝著更加智能化、自適應和預測性維護的方向持續發展。
如若轉載,請注明出處:http://www.rjl5t0.cn/product/4.html
更新時間:2026-06-19 03:50:03